![]()
イーグルスターブランドの二村機器株式会社
回転センターの専業メーカーとして、
お客様のニーズにお応えいたします。


BD 21/27
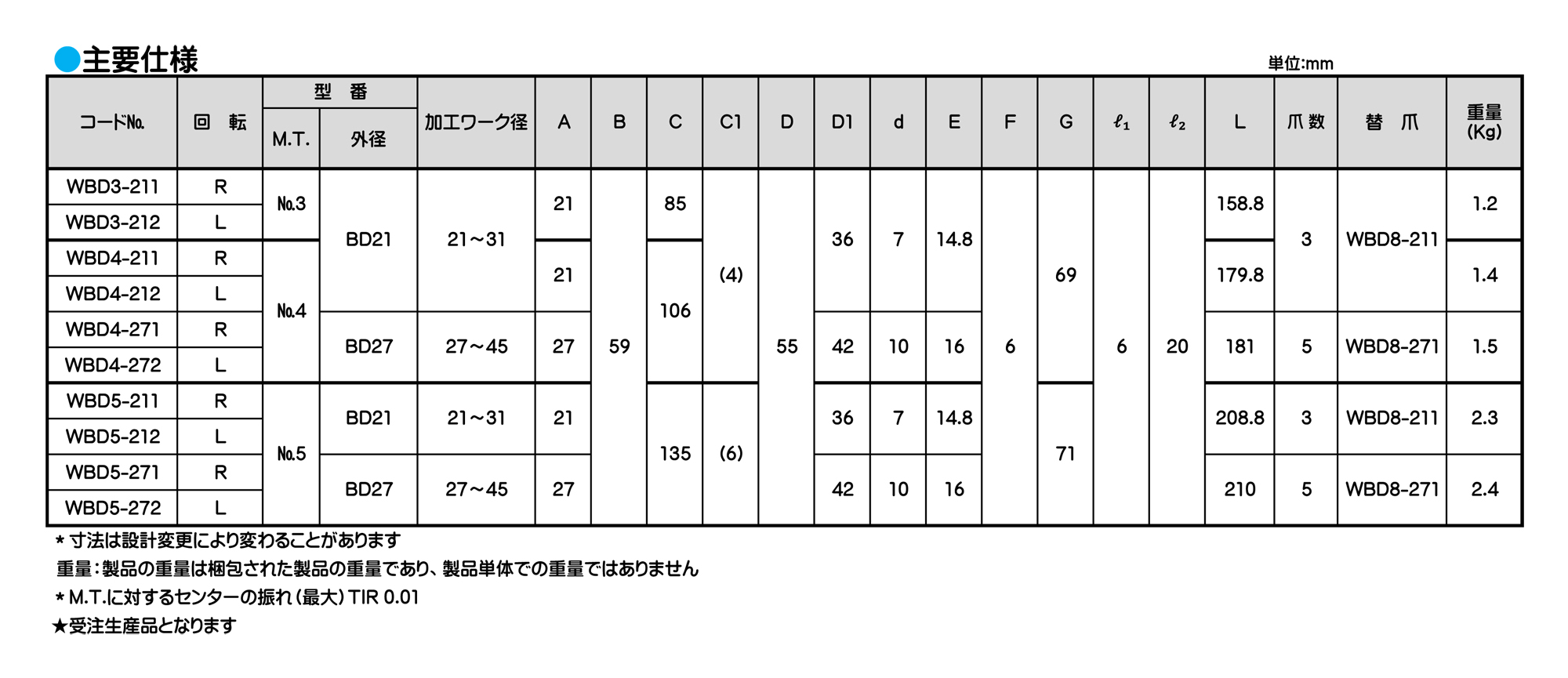
■爪に加わる推力を球面座で受ける機構とし、加工時に安定した長手方向の寸法を確保
■フラット支持により、爪作動部の耐摩耗性・駆動力を向上
■BD21は3本爪、BD27は5本爪仕様。
■メンテナンス性を向上
ご使用について
■加工物のセンター穴(口元径)は
BD21=2~6mm、BD27=2~8mmの範囲で使用してください。
■爪が消耗、破損した場合の交換爪の用意も致しております。
■加工時の回転方向に合わせて<R(正回転)>、<L(逆回転)>をご指定ください。
スピンドルを見て、反時計回り<R(正回転)>、時計回り<L(逆回転)>。



-
ローリングセンターについて
-
研削盤に使用できますか?
機種としては高精度のNC70、NCF型のVシール仕様(オプション)が使用できます。
-
モールステーパー以外の
シャンクでも製作できますか?ストレートシャンク、他のテーパーシャンクでもゲージがあれば可能です。ゲージを支給していただく場合もあります。
-
ベアリング部にグリスは
補充するのですか?グリスは計量して組み付け時に入れておりますので補充の必要はありません。グリスを入れすぎた場合、発熱の原因となります。
-
本体のベアリング部を触ると熱いのですか?
ベアリングの回転により発熱します。温度は室温+50℃までは異常ではありません。
-
先端角度60°(75°、90°)以外の製作は可能ですか?
可能です。ただし、ゲージ等を支給していただく場合があります。
-
先端角度60°の公差は?
0〜+30′です。
-
センター軸の外径部は精度が出ていますか?
精度の計測はセンター軸円錐部にてセンターの振れを測定しています。センター軸の外径部では精度が出ていない場合があります。
-
シール仕様の製品で高圧クーラントの使用は?
完全防水ではありません。ベアリング部にクーラントが侵入し錆の原因になりますので、さけてください。
-
100シール付の穴は、なんでしょうか?
水抜き用の穴です。下向きになるようにローリングセンターを装着してください。
-
先端交換式は製作できますか?
特殊仕様で製作可能です。
-
-
ワークドライビングセンターについて
-
加工物に焼きが入っていたり、調質している分には使用できますか?
焼き入れされたりして硬度が高くなった加工物には爪が食い込まないため使用できません。
-
研削盤に使用可能ですか?
焼入され硬度が高くなった加工物には爪が食い込まないため使用できません。また、加工精度、心押し台の押し圧に問題があります。
-
センター穴は必要ですか?
両センター加工ですので、必要です。
-
センター軸は販売していますか?
センター軸と本体は現合しておりますので販売しておりません。
-
-
傘型回転センターについて
-
特殊形状は製作できますか?
小径、大径、角度、シャンク(モールステーパー)などの仕様をご指示ください。
-
機械の心押し台についている抜きナットでの取り外しは?
傘部が抜け落ちますので、使用できません。抜きナット付心押し台対応のBRFタイプを使用してください。
-
-
レースセンターについて
-
超硬なしは製作できますか?
各種特殊形状も承っております。寸法、仕様をご指示、お問い合わせください。
-
超硬が破損したり、外れた場合再度ロー付け修理ができますか?
できません。歪みが出たり、精度が出ません。
-
-
修理・その他について
-
他社製品ですが、修理できますか?
部品の仕様が違い、治具が違いますので修理できません。
-
すべての製品が修理できますか?
一部修理できない機種もあります。お問い合わせください。
-
修理不能品は処分できますか?
ご指示いただければ、弊社にて処分いたします。
-
部品等の供給は?
製品の部品のみの販売は致しておりません。修理にて対応いたします。
-

弊社では機械、加工物に適した特殊形状センターを製作いたしております。
下記の特殊形状例より、お選びの上、各寸法をお知らせいただきますようお願いいたします。

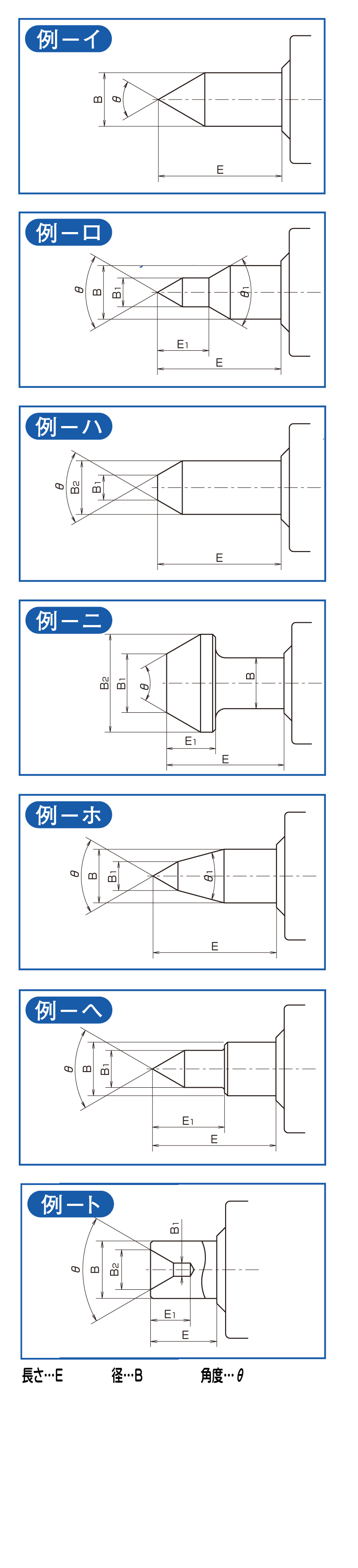
注文例:例 ロ N0.5 B=35 B1=12 E=60 E1=20 θ=60°
送信ボタンを押しますと、 宛てにMailが送られます。
宛てにMailが送られます。
メールが届きましたら、弊社担当者より連絡をさせていただきます。
製品に関するお問い合わせ先
-
本社・
名古屋営業所TEL.052-411-1196(代)
FAX.052-412-8882
E-mail.
-
東京営業所
TEL.03-5741-3821(代)
FAX.03-5741-3841
E-mail.
-
大阪営業所
TEL.06-6448-0401(代)
FAX.06-6448-0404
E-mail.
-
静岡営業所
TEL.054-643-1196(代)
FAX.054-643-9772
E-mail.
私ども二村機器株式会社は高度な技術をさらに深く追求して優れた製品をお届けすることが使命と自覚し確かな技術力で信頼される企業でありたいと願っています。
ユーザーニーズの高度化が加速する現在、そして未来。それに呼応して機械メーカー各社の設備機械も高度化・高付加価値化の一途をたどり、特に加工精度は今やサブミクロン単位が求められます。当社、二村機器株式会社は1946年の創業以来、一貫して精密機械工具の開発・製造を手がけてきました。
多年にわたって培ったノウハウを駆使し、同時に新技術の開発に努め、数々の特許をはじめとする幾多の工業所有権を獲得して、高精度のイーグルブランド製品へと結実。おかげさまで、その群を抜く優秀性はユーザー各位の厳しい 要請に適合するものと認識され、数多くの大手・一流ユーザー各位より厚い信頼をいただき、微力ながら各産業界の根幹の一端を担う存在と自負いたしております。
当社社員一同旺盛な意欲をもって取り組んでおります。何卒、この上とも変わらぬご支援ご指導を賜りますようお願い申し上げます。
代表取締役 二村 忠宏


-
社名
二村機器株式会社
-
設立
昭和23年9月
-
資本金
1000万円
-
所在地
名古屋市中村区岩塚町字九反所55番地
-
代表者
代表取締役 二村忠宏
-
従業員
52名
-
事業内容
精密機械工具類の製造並びに販売
-
主要生産品目
ワシ印
ローリングセンター
ワークドライビングセンター
傘型回転センター
その他、精密機械工具 -
主要取引先銀行
三菱UFJ銀行 尾頭橋支店
名古屋銀行 岩塚支店
十六銀行 中川支店

-
本 社・工 場
名古屋営業所〒453-0862
名古屋市中村区岩塚町字九反所55番地
TEL.052-411-1196(代)
FAX.052-412-8882 -
大阪営業所
〒553-0003
大阪市福島区福島4丁目2番76号
TEL.06-6448-0401(代)
FAX.06-6448-0404 -
東京営業所
〒146-0083
東京都大田区千鳥3丁目20番4号
TEL.03-5741-3821(代)
FAX.03-5741-3841 -
静岡営業所
〒426-0036
静岡県藤枝市上青島177番3号
TEL.054-643-1196(代)
FAX.054-643-9772 -
津島工場
〒496-0008
愛知県津島市宇治町字小船戸107番地

-
昭和21年3月
前代表取締役・二村忠男が二村製作所を個人創業
-
昭和23年9月
法人に改組、二村機器株式会社とする
-
昭和23年9月
大阪市に大阪営業所を開設
-
昭和35年4月
工場を増設
-
昭和39年12月
資本金200万円に増資
-
昭和41年2月
資本金500万円に増資
-
昭和42年2月
資本金1,000万円に増資
-
昭和43年3月
第二工場及び事務所を新設
-
昭和45年2月
東京都に東京営業所を開設
-
昭和50年11月
愛知県知事表彰を受ける
-
昭和60年12月
本社新社屋完成
-
昭和63年11月
優良申告法人として表彰される
-
平成4年11月
代表取締役二村忠男が勲五等雙光旭日章を受ける
-
平成5年2月
二村忠則が代表取締役に就任
-
平成8年3月
創業50周年を迎える
-
平成9年12月
本社東工場を新設
-
平成21年8月
本社西工場・北工場を新設
-
平成23年3月
創業65周年を迎える
-
平成24年9月
二村忠宏が代表取締役に就任
-
平成28年3月
創業70周年を迎える
-
平成29年3月
愛知ブランド企業に認定
-
令和3年2月
津島工場を新設
-
令和3年3月
創業75周年を迎える
-
令和3年11月
静岡県藤枝市に静岡営業所を開設
-
令和3年12月
はばたく中小企業300社で表彰される
-
令和5年9月
愛知県休み方改革マイスター企業に認定
-
令和8年3月
創業80周年を迎える

-
NC旋盤
7台
-
旋盤各種
7台
-
CNC研削盤
2台
-
マイコン制御内面研削盤
6台
-
研削盤各種
14台
-
フライス盤各種
3台
-
ボール盤各種
6台
-
その他各種機械
3台
-
治工具類各種
一式
-
検査設備
真円度測定器、
表面粗さ測定器、
回転試験機、
三次元測定機ほか




当社は「回転センター」のみを80年以上にわたり作ってきた老舗専業メーカーです。一般的に「回転センター」は、クルマを中心とした工業品メーカーがユーザーとなります。実は、当社の「回転センター」は他社メーカー製品と比べ、ズバリ高品質・高精度!! 各ユーザーは常に高い完成度を求められ、その実現のためには当社の高品質・高精度の「回転センター」が不可欠なのです。
当社は、愛知県内の優れたモノづくり企業に与えられる「愛知ブランド企業」として認定されています。
当社の休日は土曜日と日曜日の完全週休2日です。
また、GW・夏期(お盆)と年末年始には長期連休がございます。その他に年次有給休暇が付与されます。
*年次有給取得率 90.7% (2024年度実績)
(休日131日は2026年度計画で協定休暇5日含みます)
当社は残業を推奨しておりません!
ごく稀に残業がありますが全社員合計で年間で242時間(2025年実績)ほどしかございません。
1人当りの1ヶ月分としては0.47時間となります。

採用に関するお問い合わせ先
TEL.052-411-1196
E-mail.